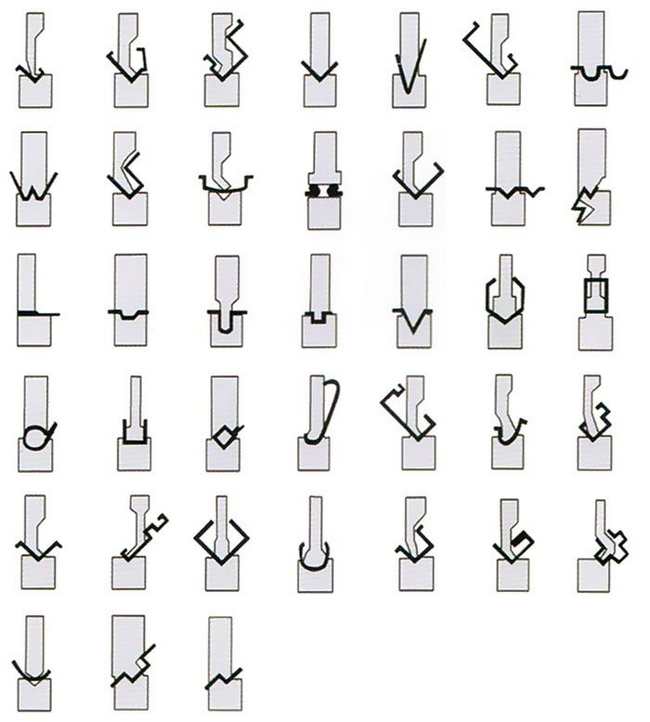
钣金折圆弧加工:圆弧加工可分为普通刀具加工或圆弧刀具加工(R模和圆棒刀)。
1、普通刀折圆弧
选择0.2R普通上模和按选模标准选择下模,通过计算得出圆弧长度,根据圆弧长度和料厚算出几刀完成圆弧,在根据圆弧角度和所折刀数计算出每折的折弯角度,然后进行折弯。但由于形成圆弧过程是折弯几刀甚至几十刀所形成,所以折弯圆弧的大小范围受刀具限制。
一般加工范围为 :
1)成形90度圆弧:大于R12以上圆弧成形;
2)成形120度以上圆弧:能加工大于刀具极限的所有R圆弧。

2、R模折圆弧(圆棒和圆弧刀折圆弧)
选择刀具时要根据加工方式而定,如选择V槽宽要根据进刀量来定。
根据刀具固有的R角成形圆弧R角。在选择模具时,如果成形小于R12圆弧,可选择加工规格大小的上下模一次成形。因R模是标准模具,R规格大小有限,所以加工圆弧规格大小有所限制。
如果加工R不在标准模具规格之内,可采用在R模外围加料增加 R。如果成形大于R12圆弧也需要分几刀成形,加工条件和普通刀折圆弧一样。
R模折圆弧有一优点刚刚弥补了普通刀折圆弧的缺点,折弯外观光滑,效果佳,能加工外观要求严格之产品。
3、加工注意事项
1)在R模折圆弧时,首先要注意按选模标准选模。但在加工90度圆弧时,由于加工钣金件有反弹,所以在加工下模是90度时,加工90度的圆弧达不到要求,所以在加工的过程中需要用手推,以保证加工角度。所以在有88度下模的前提下,加工90度圆弧时应首选88度下模。
2)在加工圆弧时,都要求用检测治具进行检测,以保证加工外观尺寸。
3)加工工艺角圆弧时,一般用易模或者手工加工。
4)用R模(圆棒和圆弧刀) 折圆弧选择下模V槽宽度标准 。
Ⅰ折弯90度圆弧选择下模V槽宽度为:V>2(R+T);
Ⅱ折弯135度圆弧选择下模V槽宽度为:V>1.5(R+T)。
【扩展阅读】
力顺不锈钢,不锈钢仓储、加工、配送
固话:0510-6689 2161
手机:188 6160 5033
客服QQ:咨询请点击
关键词:折弯,钣金加工,折圆弧
上一篇:四种不锈钢材料冲压成形工艺 下一篇:不锈钢牌号对照表